
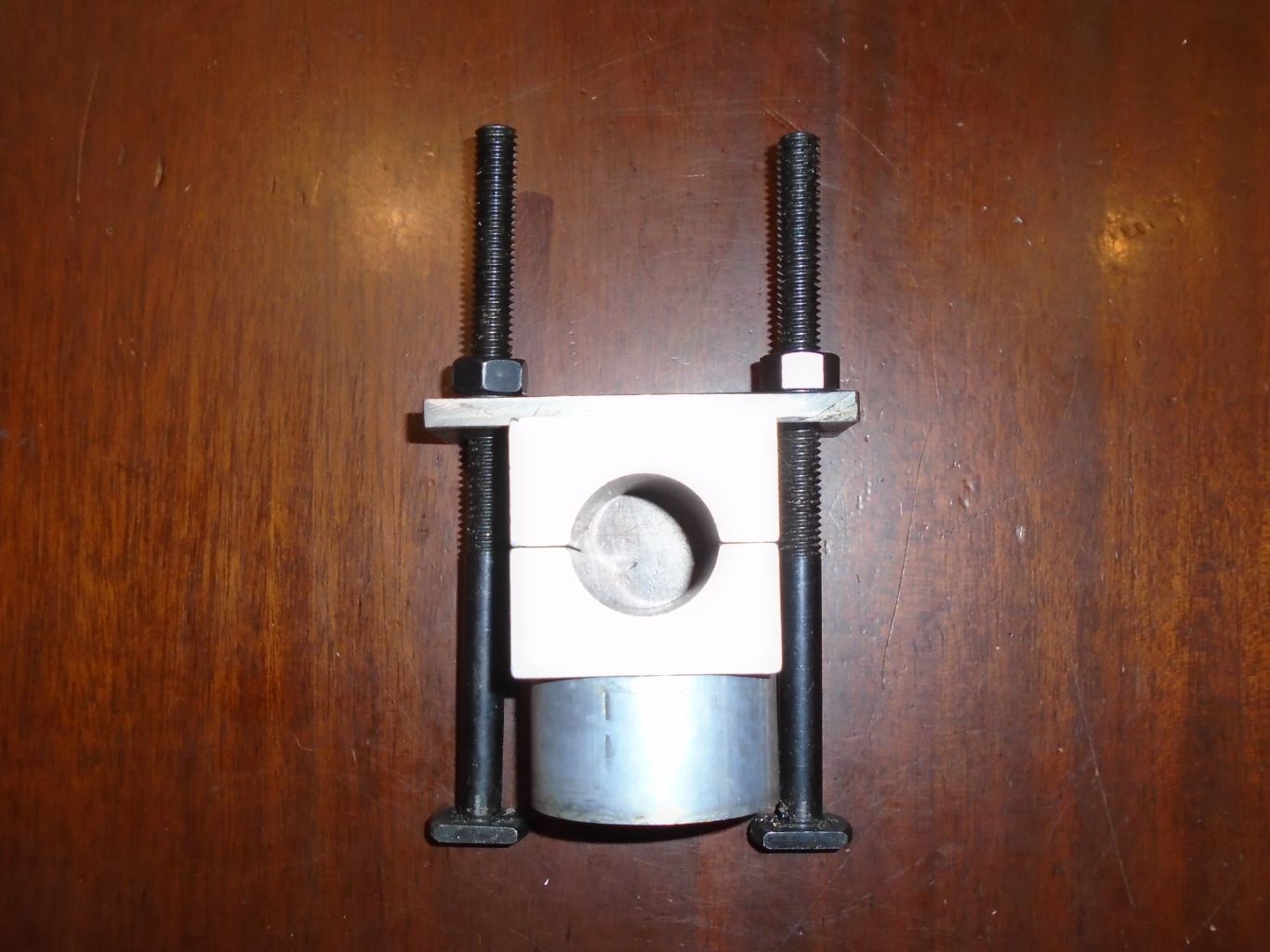
Tube mitering is a fundamental part of custom frame building and I am sure there is always a need to be able to produce good results by hand and eye. Paper templates are a boon for speeding up the process and increasing accuracy but some time ago I decided to see how I would get on with some form of automation for the process. A milling machine, lathe or tube notcher can all be used but as I already had a lathe this seemed the way forward. Although I have since acquired a milling machine I feel the lathe is easier to set up for the process. I have described elsewhere making the tube blocks to enable this. My lathe is small with 500mm between centres.
I initially obtained several Coba-Tech hole saws from Stakesy’s metalwork machinery suppliers (https://www.stakesys.co.uk/hole-punches-hole-saws/hole-saws-arbors/coba-tech-10-tpi-fine-tooth-holesaws). These are fine tooth saws as opposed to the more usual coarse tooth saws I have used in the past. For cutting good mitres in fine tubes I would say these are essential and Stakesy’s were the only supplier I could find. Tube notchers are available, such as these: https://www.stakesys.co.uk/tube-notchers/tube-notchers. They are designed to be powered by a hand drill and are considerably cheaper than a lathe, though obviously are a one trick pony. The speed of the saws is set by the drill trigger speed and will be determined by feel rather than dials, but I am given to understand can be used quite successfully.

Fitness, physical training, nutrition and health: the balance in bodybuilding dan fertility bodybuilding and gymnastics – equipment and apparatus russia moscow region company.
The alternative to using hole saws is to use frame tube cutters as sold by Ceeway (http://www.framebuilding.com/best%20quality.htm). Made by Silva these cost £180 to £240 each. I imagine these would give a clean and accurate cut but are rather expensive and I am not sure how long they last or how they could be re-sharpened. The Coba-Tech saws usually cost less than £10 each. The potential problem with hole saws is they are not reliably circular due to the way they are made. Also the teeth are necessarily splayed apart so they may not be the exact size they are supposed to be. They seem to be available only in exact metric sizes so you have to select the nearest size to the one you need. Even on websites where imperial sizes are listed, on scrutiny they are actually the nearest metric equivalent.
The arbors normally available from the suppliers for the saws have flats on them and are not suitable for a lathe chuck and in any case may not run true. This will inevitably lead to wobble and inaccurate holes or notches. I therefore made my own arbors using the lathe in an attempt to get them running as true as possible.

Hole saw arbors use a UNF thread, 5/8 x18 tpi for saw sizes 32mm and above and 1/2 x20 tpi for sizes below 32mm. I also faced the backs of the hole saws to ensure they were as square as possible when mounted on the arbors. Following this, using a dial gauge on the lathe I found the wobble on the various saws varied from 0.2 – 0.5 mm, which I therefore deemed acceptable.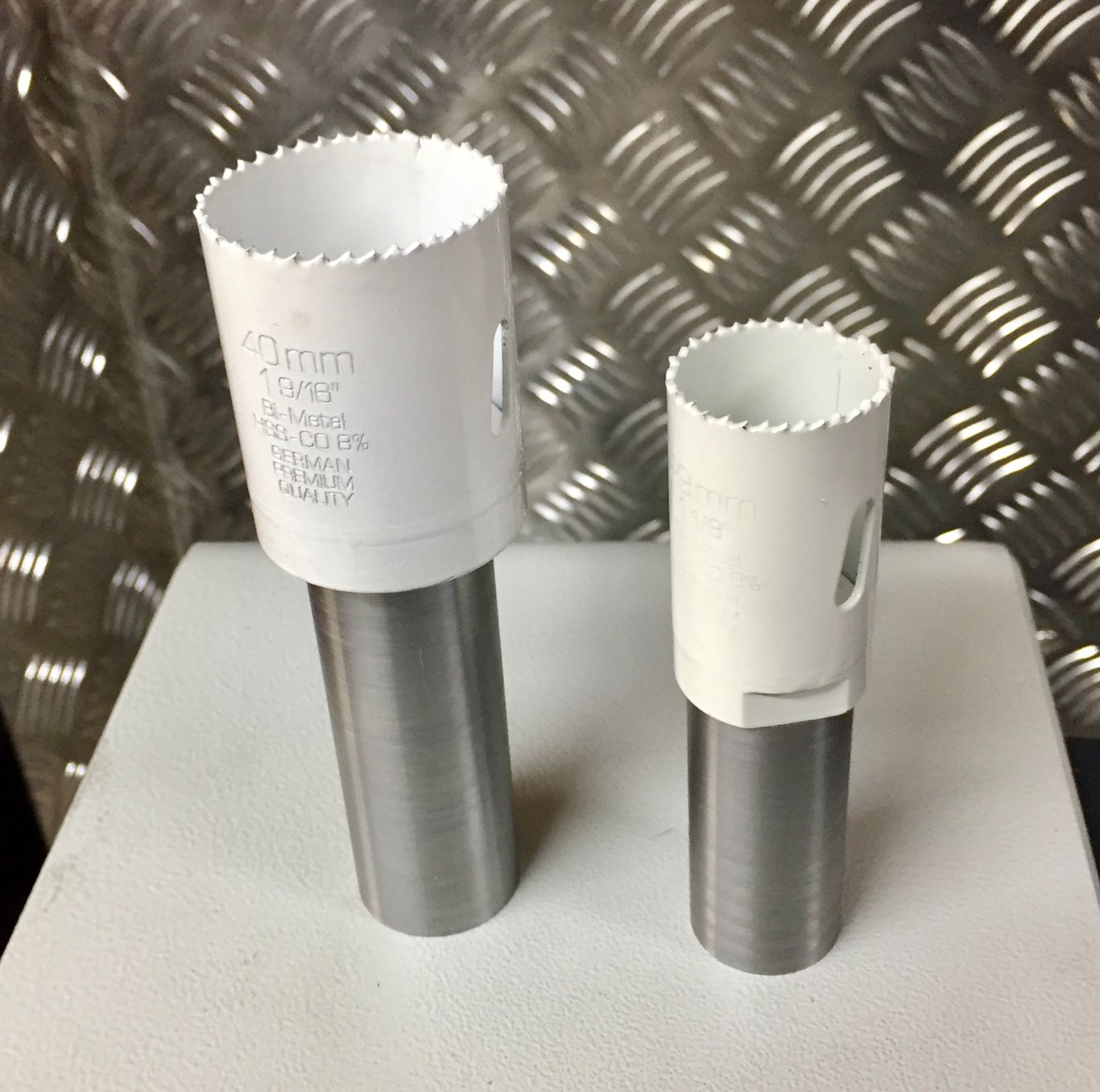
Hole saw speeds
Stakesy’s provided a very useful chart of holesaw speeds which I reproduce below:
hole-saw-speeds hole-saw-speeds-2
However, these speeds proved inaccurate during my experiments as they are generally too slow. I presume they really refer to sawing solid materials rather than very thin tubes. The main problem with drilling notches is snagging of the saw and jamming if the speed is too low. Also low speeds can produce an inferior finish on non-stainless tubes. I mostly used Columbus Gara tubing for my trials because I had a good amount of it and for the stainless tubing used some scrap pieces of Reynolds 953. For my earlier experiments I also used a 73 degree angle of cut. I used a general purpose cutting oil for lubrication throughout.
Overall I found the speeds used were similar for each diameter of tubing as of course there is very little difference in diameters anyway. Experimentation to some extent will always be needed as the dials on my lathe are not accurate enough to give an exact speed and only sophisticated set ups would have speed indicator. I obtained a reasonably clean cut on non-stainless tubes with a speed of 1,440 rpm to 1,850 rpm. The best finish at the lower end of this range was with the larger saws i.e. 40mm, as they would be rotating at a higher speed and the smaller diameters need the higher end of the range. As a general recommendation I would say 1,800 rpm is a good ball park figure. Additionally at lower speeds, and this could happen at the lower end of the range given, juddering of the lathe was a problem. However, I would say a lot of this problem may have been solely due to lack of rigidity in the set up. I mount my tube blocks on the tool post which is of course on top of the cross slide. On small lathes like mine the cross slide never has a lock to enable you to lock the cross slide in the correct position so it tends to vibrate. It is therefore a good idea to find a way to lock your cross slide which likely means drilling a hole through it and tapping it to take a bolt. I was fortunate that my lathe had a tapped hole on top of the cross slide for other purposes, but putting a bolt through it was very effective it locking it rigid which considerably improved the overall performance. A reasonable finish would require only light filing or sanding and possibly slight filing to fit if the mitre is not perfect so always be aware of this when measuring the tubes prior to cutting. Usually the best mitre fit comes from using the nearest size holesaw e.g. 32mm for 31.7 tubes. Oddly there was no 36mm size saw available and I obtained a pretty good mitre on a 36mm headtube with both a 35mm and 38mm holesaw! Small hole saws, such as 24mm and below are most likely to be an undersize fit for the imperially sized (25.4) tubes.
The feed rate, i.e. the speed you feed the tube into the saw appears to be somewhat arbitrary and can be done manually or with an auto feed if there is one. The faster the cutting speed, the faster the feed rate that can be used.


Stainless tubing (and so far I have only used Reynolds 953) cannot be cut at high speed as it simply gets very hot and burns out the saw, additionally it gives a poor finish and I suspect doesn’t do much for the strength of the metal. Whilst low speed sawing on non-stainless material tends to cause jamming of the saw, on stainless it doesn’t once you have reached the minimum speed which I found was 200 rpm. Below this the saw snagged and anything above is unnecessary, doesn’t improve the finish and runs hotter. Use of a cutting oil is particularly important.

A slow feed is also necessary so can be done by hand, but I found that the slowest auto-feed speed on my lathe was perfect and in fact a more even feed speed seems to give a better result and is less likely to jam. If jamming occurs it is often at the end of the cut and speeding up right at the end can help. Also keeping the offset end short will reduce the risk of jamming with a large offcut.
Tungsten Carbide Tipped Hole Saws
Framebuilder Paul Jacobs has been using Starrett TCT Stainless steel hole saws successfully in his lathe. Although he has a large lathe I have now been able to try them in my own machine and can confirm that they are superior to the Coba-Tech saws though a little more expensive. Tungsten carbide is much tougher than steel so these saws should outlast conventional hole saws. Due to their thickness they seem to be more circumferentially accurate, and come with a fixed arbour which Paul says works fine. Shown below are a selection, the one on the right being a cheap Chinese cutter off Ebay which has a short shank which may need extending to give enough room for manoeuvre.

There is a ridge/collar at the base of the cutter cylinder on new saws which is in fact a depth stop as these are sold for use on flat stock rather than tubes. This needs to be turned off in the lathe before use to gain more depth. You also need to cut the mitre roughly to within a couple of millimetres to ensure the saw will not jam as the saws are still quite shallow.
You can view and buy them on the Starrett website:
https://www.starrett.co.uk/shop/power_tool_accessories/holesaws/tct_stainless_steel_hole_saw/
I, however, found them advertised more cheaply at Lawson HIS whom I have bought from in the past and where they were only fractionally more expensive than the Cobatech saws. https://www.lawson-his.co.uk/cutting-tools/holesaws/tct-stainless-steel-sheet-hole-saws. Below are some images of Paul’s setup, which obviously varies from lathe to lathe and person to person.




Myself I have now tried a 36mm (yes you can get this size in these saws!) and a 25mm and cut plain and stainless tubing. Generally speaking Tungsten carbide tools can be run at faster speeds than steel ones because they do not heat up as much and the usual rule for lathe tools is to double the speed. I found that I could cut stainless tube comfortably a 900 rpm, which is significantly faster than the Coba-Tech saws. Also a very slow speed caused snagging due to the wide spacing of the teeth, I suspect. For non-stainless tubes I used the same speeds I used before i.e. about 1,800 rpm.

These pictures show my 25mm tct hole saw. On the right having the collar turned off and on the left mitering a tube. Paul was quite right that you can use the supplied arbors with the Starrett saws as they are very accurate and rigid. In fact the smallest saws are one piece with the arbor, which cannot be removed. The centre drill in the picture obviously need removing before use. I did make an arbor for the 36mm saw myself but it did not improve the concentricity over the standard supplied one but may improve rigidity. Also the thread on the Starrett arbors is inevitably different to the usual UNC threads, it is a 14mm x 1.5 metric thread. The link to the brief video below shows how smooth the process appears.
Needless to say I will be using these saws through choice in the future.
Postscript
Having now used these saws many times I would caution against running them slowly and stick to the higher speeds recommended. The reason is that the jamming of the saws at lower speeds tends to lever out the teeth. That said they do work with several teeth missing. I successfully cut a tube with the saw showed below with only 3 of the 9 teeth left!

I am indebted to Mick Rushton of Ironworks Bikes (http://www.bespoked.cc/2013/bespoked-newbuil.html) for his advice and technical expertise in tube mitering.
Updated 21/9/23



2 thoughts on “Tube Mitering on a Lathe – Update 2”
This was very indepth and informative. Have you tried a slot drill or end mill instead of hole cutters?
I would also probably have tried side cutting with one as apposed to the boring type method you are using but that maybe because I use vertical mills predominantly.
I think a range of hss, hssCo or carbide end mills or slot drills would also last a reasonable amount of time without over heating due to the low surface cutting area and the heat dissipation through the cutter in contrast to a thin hole cutter.
Thank you Richard, I have not tried milling cutters on full size thin tubing. I imagine they could work and I agree that edge feeding would be my instinct, but using them in my small lathe my be prone to vibration on feeding in the tube I guess. Traditional style endmills of sizes greater than 1 inch seem to be impossible to find and I imagine very expensive, though I have seen pictures in magazines! I haven’t used my mill to mitre as yet but I am sure I could. I suppose it may be possible to use standard milling cutters and set up the tubes on a rotary table, though knowing my luck something would go wrong!